



Ķīna OEM pasūtījuma sferoidālā grafīta čuguna daļa no apvalka veidņu liešanas izstrādājumiem arCNC apstrāde, termiskā apstrāde un virsmas apstrāde.
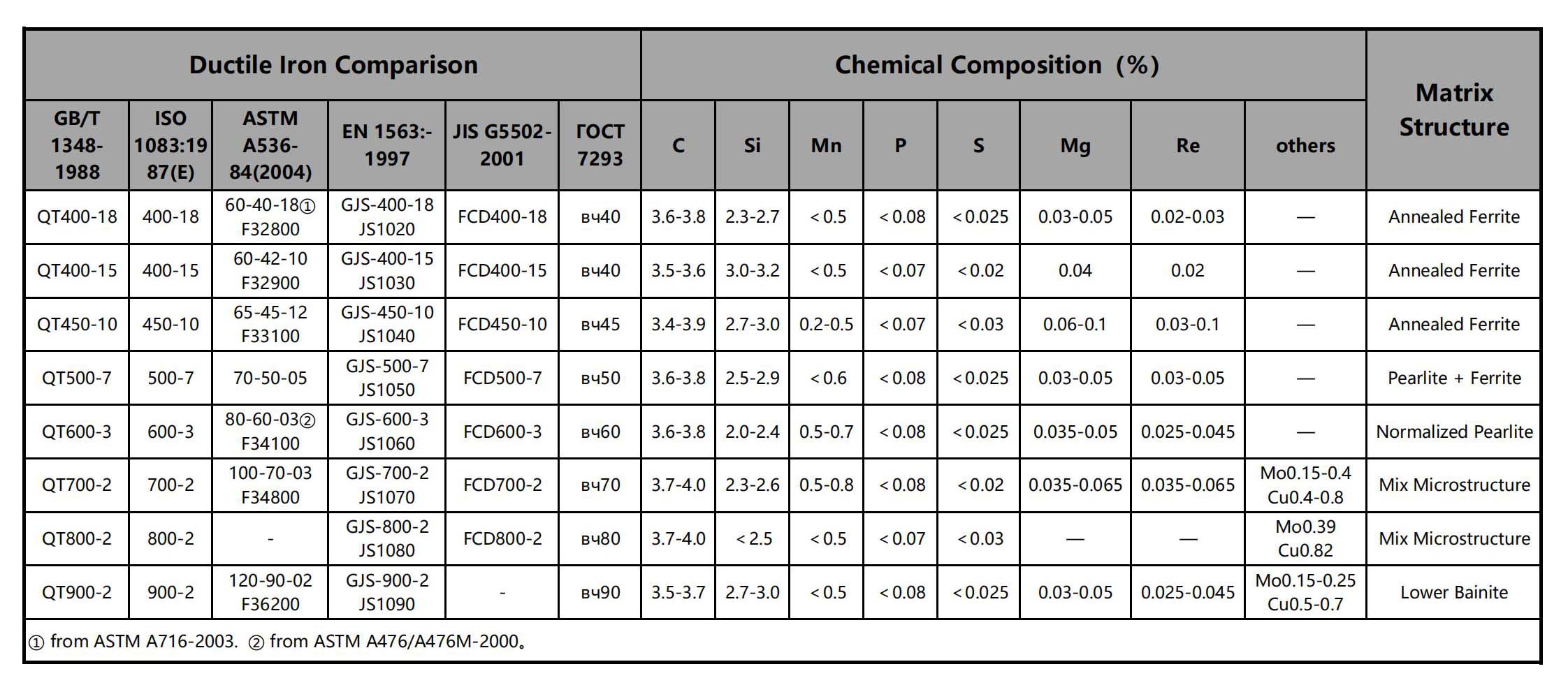
Kaļamā (mezglainā) čuguna mehāniskās īpašības | ||||||||
| Prece saskaņā ar DIN EN 1563 | Mērvienība | EN-GJS-350-22-LT | EN-GJS-400-18-LT | LV-GJS-400-18 | LV-GJS-500-7 | LV-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| Stiepes izturība | Rm min.MPA | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% ražas stiprums | Rp0,2 min.MPA | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Pagarinājums | A % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Cietība | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| Struktūras | galvenokārt ferīta | galvenokārt ferīta | galvenokārt ferīta | ferīts + perlīts | ferīts + perlīts | galvenokārt perlīts | viss perlīts | |
| Bīdes stress | σaB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Vērpes | TtB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Elastības moduļi | E GPa | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| Poisson numurs | v – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Saspiešanas spēks | σdB MPa | – | 700 | 700 | 800 | 870 | 1000 | 1150. gads |
| Stingrība lūzumam | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Blīvums | g/cm3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Apvalku liešanaprocesu sauc arī par iepriekš pārklātu sveķu smilšu liešanas procesu, karstā apvalka lējumu vai serdes liešanas procesu. Galvenais liešanas materiāls ir iepriekš pārklātas fenola sveķu smiltis, kas ir dārgākas nekā zaļās smiltis un furāna sveķu smiltis. Turklāt šīs smiltis nevar izmantot atkārtoti.
Furāna sveķu pašsacietējošs smilšu liešanas process (nobake process) izmanto ar furāna sveķiem pārklātas smiltis, lai izveidotu liešanas veidni. Pēc sākotnējo smilšu (vai reģenerēto smilšu), šķidro furāna sveķu un šķidrā katalizatora vienmērīgas sajaukšanas un iepildīšanas serdes kastē (vai smilšu kastē) un pēc tam pievelciet to, lai tas sacietētu veidnē vai veidnē serdes kastē (vai smiltīs). kaste) istabas temperatūrā. Tad tika izveidota liešanas veidne jeb liešanas serde, ko sauc par pašsacietējošo aukstās serdes kastes formēšanu (kodols) vai pašsacietēšanas metodi (kodols).
Tā kā veidne veidojas istabas temperatūrā un nav jākarsē, pašsacietējošo smilšu liešanu sauc arī par liešanas procesu bez cepšanas. Pašsacietēšanas metodi var iedalīt ar skābi katalizētu furāna sveķu un fenola sveķu smilšu pašsacietēšanas metodē, uretāna sveķu smilšu pašsacietēšanas metodē un fenola monoestera pašsacietēšanas metodē.
Furāna sveķu smiltis kā pašsacietējošas aukstās kastes saistvielas ir senākās un šobrīd visplašāk izmantotās sintētiskās saistvielas smiltis Ķīnas lietuvēs. Sveķu daudzums, kas pievienots formēšanas smiltīm, parasti ir no 0,7% līdz 1,0%, un pievienoto sveķu daudzums serdes smiltīs parasti ir no 0,9% līdz 1,1%. Brīvā aldehīda saturs furāna sveķos ir mazāks par 0,3%, un dažās rūpnīcās tas ir samazinājies līdz 0,1%. Ķīnas lietuvēs furāna sveķu pašsacietējošās smiltis ir sasniegušas starptautisko līmeni neatkarīgi no ražošanas procesa un lējumu virsmas kvalitātes.
Kaļamais čuguns, ko sauc arī par mezglveida čugunu, sfērisko grafīta čugunu vai saīsināti vienkārši SG čugunu, ir čuguna grupa. Mezglainais čuguns iegūst mezglaino grafītu, izmantojot sferoidizāciju un inokulāciju, kas efektīvi uzlabo čuguna mehāniskās īpašības, īpaši plastiskumu un stingrību, lai iegūtu lielāku izturību nekā oglekļa tērauds.
Kaļamā čuguna lējumiem ir labāki triecienu absorbcijas rādītāji nekā oglekļa tēraudam, savukārt oglekļa tērauda lējumiem ir daudz labāka metināmība. Un zināmā mērā kaļamā čuguna lējumiem varētu būt dažas nodilumizturības un rūsas īpašības. Tātad kaļamā čuguna lējumu varētu izmantot dažiem sūkņu korpusiem vai ūdens apgādes sistēmām. Tomēr mums joprojām ir jāveic piesardzības pasākumi, lai pasargātu tos no nodiluma un rūsas.
Kaļamais čuguns nav atsevišķs materiāls, bet ir daļa no materiālu grupas, ko var ražot, lai, kontrolējot mikrostruktūru, tam būtu plašs īpašību klāsts. Šīs materiālu grupas kopīgā īpašība ir grafīta forma. Kaļamos čugunos grafīts ir mezgliņu, nevis pārslu veidā, kā tas ir pelēkajā čugunā. Grafīta pārslu asā forma rada sprieguma koncentrācijas punktus metāla matricā, savukārt mezgliņu noapaļotā forma mazāk rada, tādējādi kavējot plaisu veidošanos un nodrošinot uzlabotu elastību, kas sakausējumam piešķir nosaukumu. Tātad vispārīgi runājot, ja kaļamais čuguns atbilst jūsu prasībām, kaļamais čuguns varētu būt jūsu pirmā izvēle, nevis oglekļa tērauds jūsu lējumiem.

| Ar sveķiem pārklāti smilšu liešanas metāli un sakausējumi | |
| Metāls un sakausējumi | Populāra pakāpe |
| Pelēks čuguns | GG10 ~ GG40; GJL-100 ~ GJL-350; |
| Kaļamais (mezglveida) čuguns | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Austempered kaļamais čuguns (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Oglekļa tērauds | C20, C25, C30, C45 |
| Leģētais tērauds | 20 Mn, 45 Mn, ZG20 Cr, 40 Cr, 20 Mn5, 16 CrMo4, 42 CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Nerūsējošais tērauds | Ferīta nerūsējošais tērauds, martensīta nerūsējošais tērauds, austenīta nerūsējošais tērauds, nokrišņu cietēšanas nerūsējošais tērauds, dupleksais nerūsējošais tērauds |
| Alumīnija sakausējumi | ASTM A356, ASTM A413, ASTM A360 |
| Misiņa/vara sakausējumi | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Standarts: ASTM, SAE, AISI, GOST, DIN, EN, ISO un GB | |
Furāna sveķu pārklājuma smilšu pašsacietējošas liešanas priekšrocības:
1) Uzlabojiet lējumu izmēru precizitāti un virsmas raupjumu.
2) Pelējuma (serdes) smilšu sacietēšanai nav nepieciešama žāvēšana, kas var ietaupīt enerģiju, kā arī var izmantot lētas koka vai plastmasas serdes kastes un veidnes.
3) Pašsacietējošas formēšanas smiltis ir viegli sablīvējamas un sagrūst, viegli tīrāmas lējumus, un vecās smiltis var pārstrādāt un izmantot atkārtoti, kas ievērojami samazina serdes izgatavošanas, modelēšanas, smilšu krišanas, tīrīšanas un citu saišu darba intensitāti, un ir viegli realizēt mehanizāciju vai automatizāciju.
4) Sveķu masas daļa smiltīs ir tikai 0,8% ~ 2,0%, un visaptverošās izejvielu izmaksas ir zemas.
Tā kā pašsacietēšanas metodei ir daudzas no iepriekš minētajām unikālajām priekšrocībām, pašsacietēšanas metode tiek izmantota ne tikai serdeņu izgatavošanai, bet arī liešanai. Tas ir īpaši piemērots viengabala un mazu partiju ražošanai, un tas var ražot čuguna, čuguna un krāsaino sakausējumu lējumus. Dažas Ķīnas lietuves ir pilnībā nomainījušas māla sauso smilšu veidnes, cementa smilšu veidnes un daļēji nomainījušas ūdens stikla smilšu veidnes.

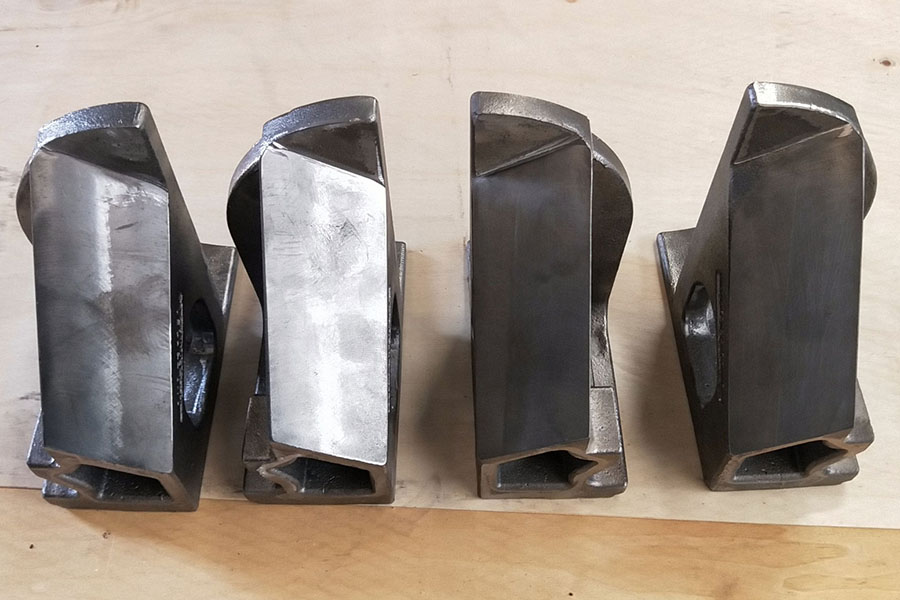

Kaļamā čuguna daļas







{kind=link}